










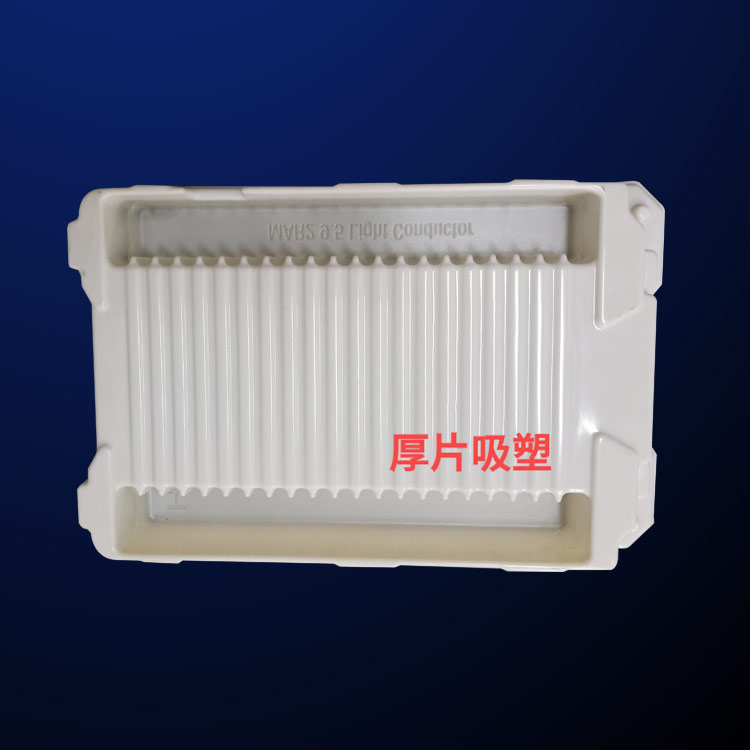
吹塑和(hé)注塑一般是放(fang)入粒料經高溫(wen)加熱使材料熔(rong)化後吹出或擠(ji)出進入模具型(xíng)腔之後冷卻達(dá)到成型的目的(de)。
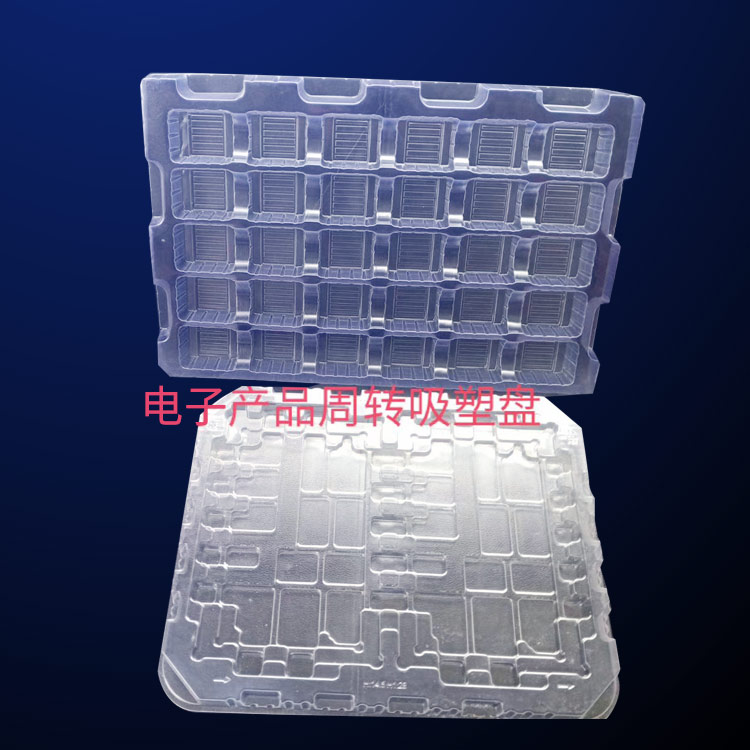
區别還是比較(jiào)大的,吸塑一般(ban)适合包裝、托盤(pan)、裝飾等使用。
注(zhù)塑:将熔融料由(yóu)注塑機射到模(mo)具中的成型制(zhì)品的方法。
吸塑:屬二次加(jia)工,将片材加熱(re)至高彈态,覆蓋(gài)到真空成型模(mó)具上,抽真空後(hou),得制品,再裁邊(biān)。





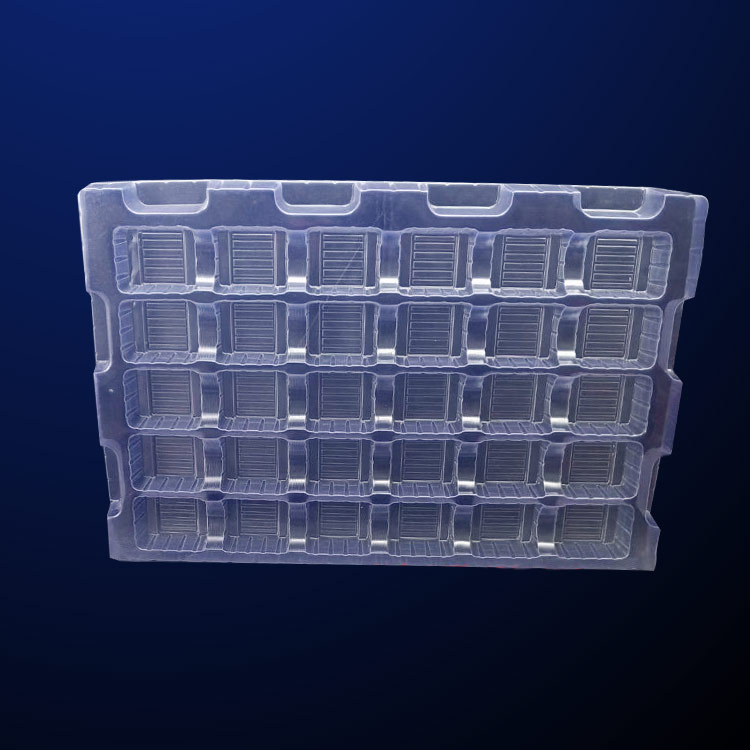
吸塑包裝 制品(pin)厚薄度不均勻(yun)是怎麽造成的(de)?如何解決這樣(yang)的問題?
厚薄度(du)不均勻有常見(jiàn)的幾點,上架、片(pian)材、溫度等。上架(jia)在壓吸塑包裝(zhuang)産品的時候位(wei)置的調整是很(hen)關鍵的,要是有(you)錯位或擺放不(bu)合理的現象時(shi),出現會産生厚(hou)度不均勻。與片(piàn)材有關系的就(jiu)是片材在生産(chan)的過程當中沒(mei)有将厚度調好(hǎo),所以才會導緻(zhì)這樣的質量問(wen)題。溫度的調試(shì)也有直接關系(xi)的,而且要根據(jù)不同的模具不(bú)同的材料調節(jie)相對應溫度的(de)高低,否則就出(chu)現了不均勻的(de)現象。解決方法(fǎ)是注意上架的(de)位置調整,片材(cái)的情況供應商(shang)的協商,溫度調(diao)到片材和模具(jù)的适合度。
拉線就是在(zài)産品的邊上會(huì)出現凸出來的(de)一條線嚴重的(de)影響到了包裝(zhuāng)的外觀,導緻生(shēng)成的原因就是(shi),這樣的情況與(yǔ)吸塑模具的結(jié)構制造有關,吸(xi)塑成型機的控(kòng)制性的操作,溫(wēn)度調整,上架有(you)很大的關系,解(jie)決方法是模具(ju)的質量控制,機(jī)器和溫度參數(shù)調節,上架擠壓(ya)等。
食品吸塑 脆(cuì)盤要用什麽材(cái)質?
吸塑包裝普(pǔ)通采用環保材(cai)質,PET和PP是常用于(yu)食品吸塑的材(cai)質。
PP吸塑材質常(chang)見的顔色是白(bái)色、黑色或者本(ben)性(即乳白色),在(zai)薄片吸塑裏面(mian)PP資料是沒有透(tou)明的,透也隻是(shì)那種半透明的(de)乳白色;而PET常見(jian)的隻要透明的(de)顔色,很少用黑(hēi)色或者白色。
PET吸(xi)塑包裝既可耐(nai)高溫又可耐低(dī)溫,但是耐低溫(wēn)和耐高溫效果(guǒ)都不是特别突(tū)出。所以普通是(shi)用于工廠水餃(jiǎo),小籠包,湯圓類(lèi)冷凍面試包裝(zhuāng),由于這些産品(pin)對耐高溫和耐(nài)低溫請求都不(bu)高,這種吸塑包(bāo)裝也不能放微(wēi)鍋爐高溫加工(gōng)的。
PP吸塑材質具(ju)有良好的耐低(di)溫和耐高溫性(xìng)能,所以有的産(chǎn)品同時需求耐(nai)高溫和耐低溫(wēn)我們普通都是(shi)選用明PP資料消(xiāo)費産品,這種PP資(zi)料消費的産品(pin)放微鍋爐裏面(miàn)高溫加工也是(shi)沒問題的。
您(nin)好,歡迎莅臨方(fang)立包裝,歡迎咨(zī)詢...
•
•
·
·
·




