








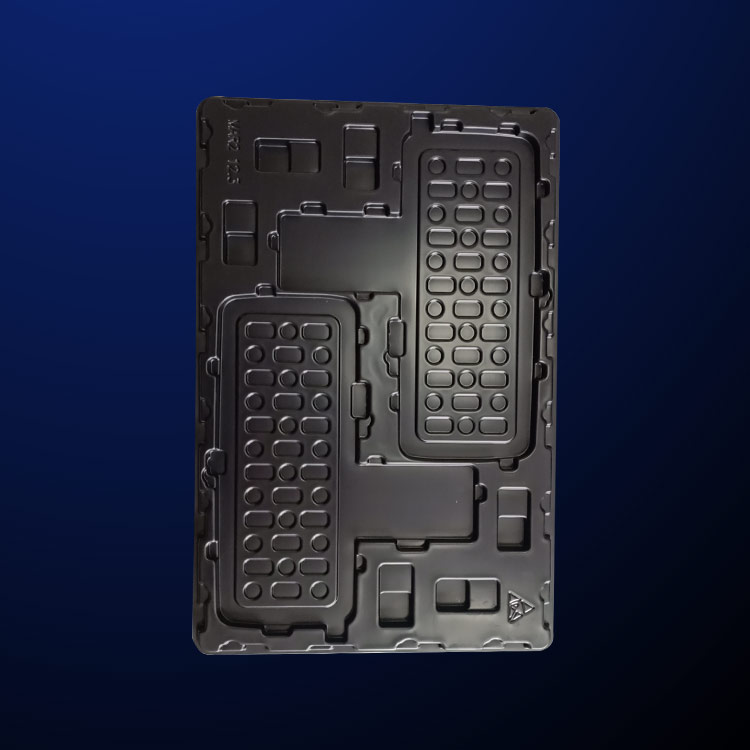

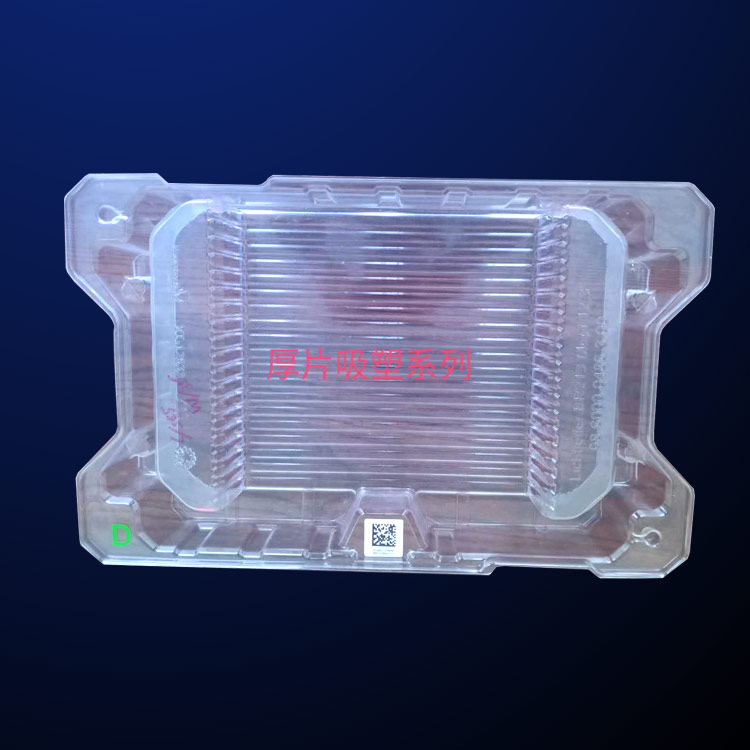




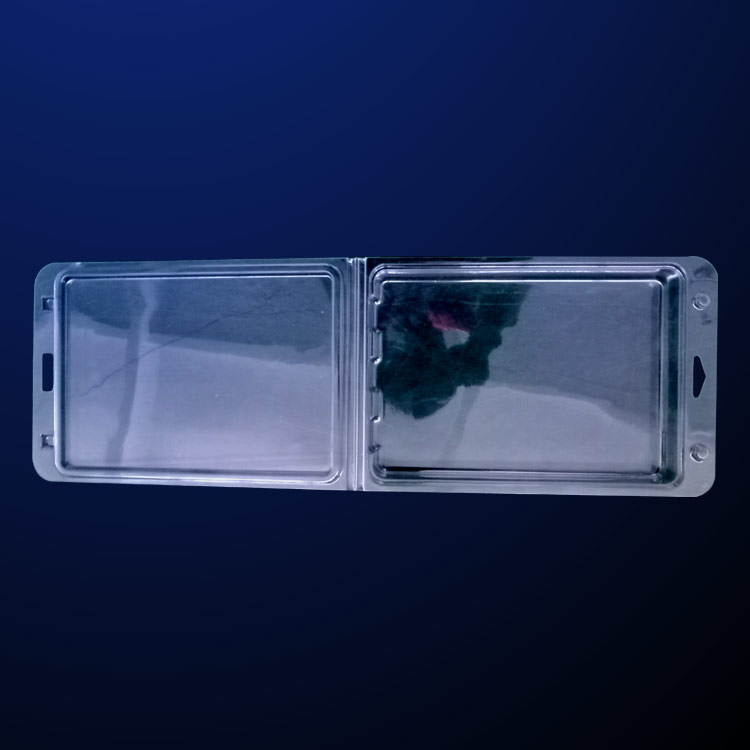
厚片吸塑(su)的工藝流程 厚(hou)闆吸塑也叫厚(hou)片吸塑,就是所(suo)謂的吸塑厚度(dù)超過2mm的闆材,該(gai)工藝無法在全(quan)自動機器上吸(xī)塑成型,必須采(cǎi)用厚闆材的半(ban)自動吸塑成型(xíng)機加工生産的(de)技術。 厚片吸塑(sù)生産的大緻流(liú)程如下: 一般,我(wǒ)們的厚片吸塑(su)的生産工藝是(shì)從模具的制作(zuò)和加工開始的(de)。 首先,根據客戶(hu)的要求和樣品(pǐn)規格制作好吸(xī)塑模具。一般的(de)條件下,我們會(hui)選用石膏模打(da)樣,待客戶确定(ding)樣品和工藝後(hòu),後面我們可以(yǐ)選用木模、銅模(mó)或鋁模作模具(jù)。 以石膏模具爲(wèi)例,将大型吸塑(sù)過程中要用到(dao)的石膏模具制(zhì)作好後,先讓其(qí)自然幹燥完全(quan)或是烘幹,然後(hòu)根據産品表面(miàn)凸凹具體情況(kuàng),用1-2毫米的鑽花(hua)在不影響産品(pǐn)包裝模樣的低(dī)凹處鑽許多小(xiao)孔。 如果是包裝(zhuāng)盒之類産品還(hai)需要在四周邊(biān)上鑽一些小孔(kong),以便吸塑生産(chǎn)時,能将空氣抽(chou)出,模具鑽好孔(kong)後,還得将石膏(gao)模具進行加硬(yìng)處理,加硬處理(li)方法是用濃明(ming)礬飽和液浸泡(pao)後晾幹。 等到大(dà)型吸塑模具處(chu)理幹燥完全後(hou),将模具裝入真(zhēn)空室上層鐵闆(pǎn)上;然後根據模(mó)具大小,将塑料(liao)片載成适用規(guī)格尺寸;将此片(piàn)材放入加熱木(mu)櫃内,使其完全(quan)固定好,再将木(mù)櫃連同塑料片(pian)材置恒溫爐上(shàng)進行軟化處理(li)。 大型吸塑的時(shi)候,需要将軟化(huà)處理好的塑料(liao)片連同木櫃一(yi)同置于真空室(shì)中,開動吸氣開(kai)關使得真空室(shì)内空氣被吸抽(chōu)幹淨;待塑料片(pian)冷卻後,就可以(yǐ)得到與模具相(xiang)同的凹型包裝(zhuang)或工藝模具。

您好,歡迎莅(li)臨方立包裝,歡(huān)迎咨詢...
·
•




