
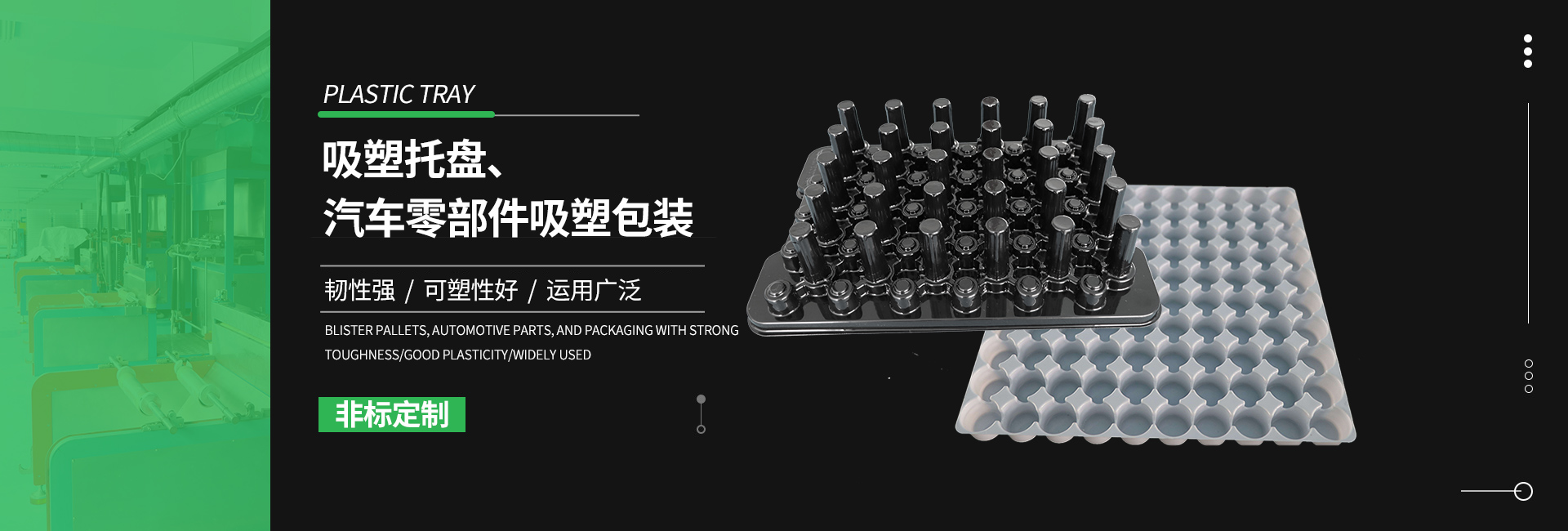















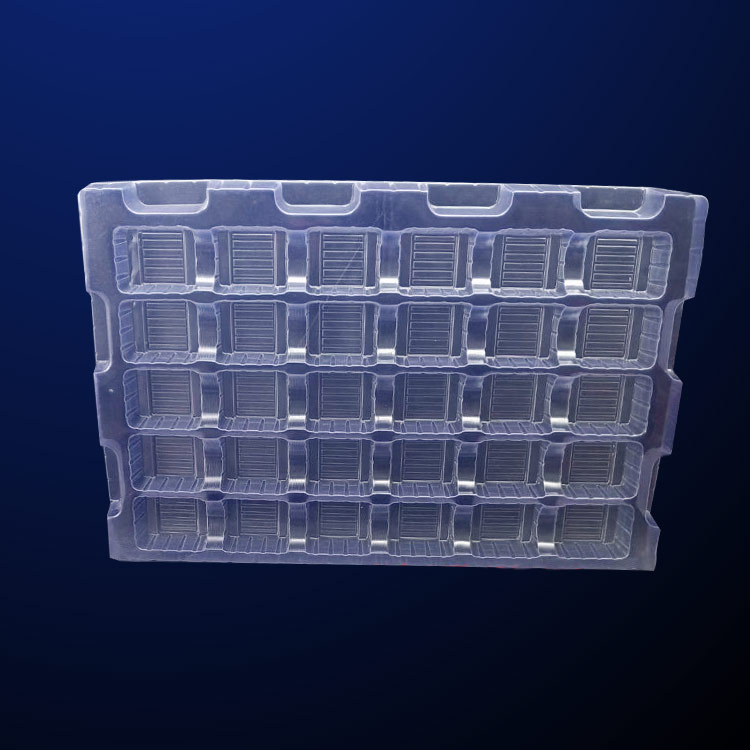
厚片吸塑(sù)托盤的優點與(yǔ)缺點 厚片吸塑(sù)吸塑托盤也叫(jiào)塑料内托,采用(yong)吸塑工藝将塑(sù)料硬片制成特(te)定凹槽的塑料(liao),将産品置于凹(āo)槽内,起到保護(hu)和美化産品的(de)作用,也有運輸(shū)型的托盤包裝(zhuāng),托盤使用較多(duō)都是以方便爲(wèi)主。 (1)雙層吸塑托(tuō)盤由自帶鎖扣(kòu)的頂蓋和底托(tuo)以及能折疊的(de)圍闆組成一套(tào)完整的組合式(shì)塑料托盤,頂蓋(gai)和底托使用HDPE制(zhì)成。采用雙層一(yi)次性厚片吸塑(su)工藝成型。中間(jian)圍闆可選用PP(聚(jù)樹脂)塑料中空(kong)闆或七層瓦楞(leng)紙闆做成可折(she)疊的圍闆。 (2)全系(xi)設計往複循環(huán)使用,頂蓋和底(dǐ)托可循環使用(yòng)長達十年之久(jiǔ)。塑料圍闆和瓦(wa)楞紙圍闆也可(ke)循環使用多次(cì)再更換,這樣設(shè)計可大大降低(dī)客戶的物流運(yùn)營及倉儲成本(běn)。 (3)托盤中圍闆均(jun1)設計成可折疊(die),頂蓋和底托可(ke)嵌入或疊放,與(yu)傳統包裝相比(bi)可節省50%的倉儲(chǔ)空間。 (4)厚片吸塑(su)頂蓋和底托均(jun)采用兩張ABS闆材(cai)一次性吸塑成(cheng)型,堅固耐用! (5)厚(hòu)片吸塑托盤的(de)組裝或拆卸極(jí)其方便,無需借(jie)助如何工具,一(yi)人即可在數分(fen)鍾内就能完成(cheng)拆或裝。頂蓋和(hé)底托各設計有(yǒu)四個快速鎖扣(kou),可以扣住圍闆(pan),因此無需再捆(kǔn)包,節約了捆包(bāo)材料及人工費(fei)用。生産的吸塑(su)産品廣泛應用(yong)于電子、玩具、五(wǔ)金、、食品、文具等(deng)之包裝有途,以(yǐ)上産品可根據(ju)客戶不同要求(qiu),提供PET、PP、PS、PVC、導電、抗靜(jing)電、植絨等片材(cai)制作的各類托(tuo)盤。一般透明吸(xi)塑托盤在包裝(zhuang)中較爲常用,其(qí)它顔色可根據(ju)個性化的需要(yao)自行選擇。
您好,歡迎(ying)莅臨方立包裝(zhuang),歡迎咨詢...




