










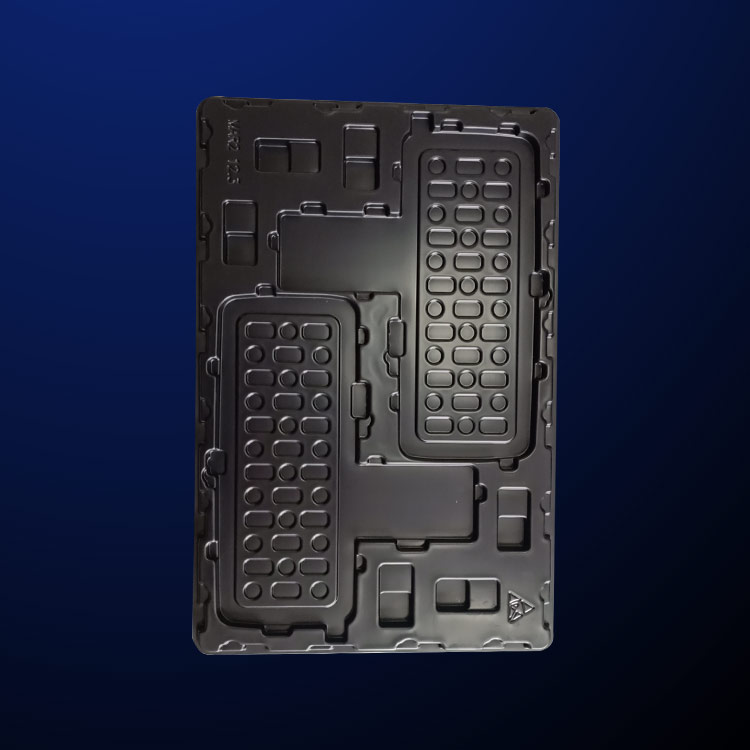




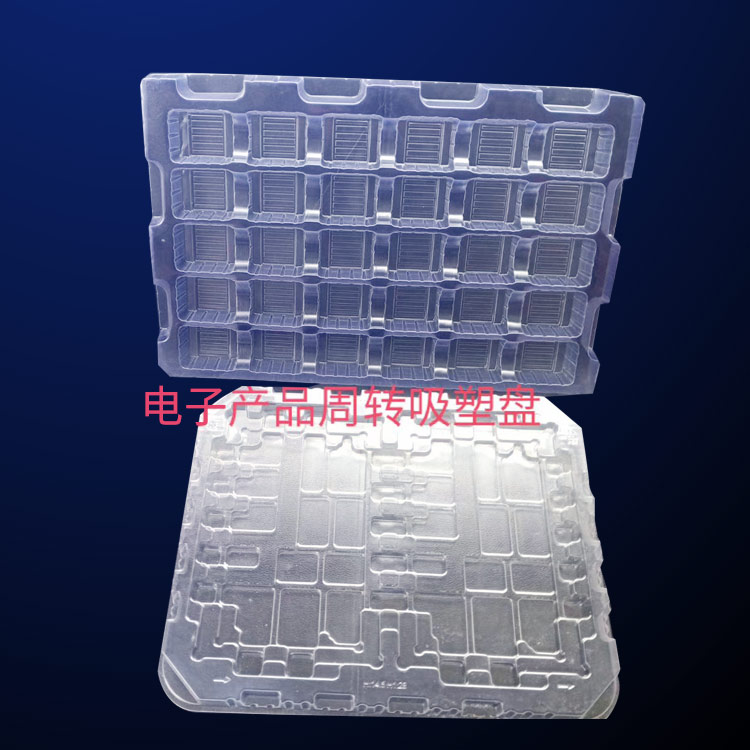
吸塑包(bao)裝厚度不均(jun1)原因及注意(yi)事項 雙吸塑(sù)包裝是指紙(zhi)卡和産品用(yòng)兩個吸塑包(bāo)裝在一起的(de)包裝形式。其(qí)特點是需要(yao)高頻機對雙(shuāng)泡殼邊緣進(jin)行封口,效率(lǜ)低,包裝成本(běn)高,但邊緣整(zheng)齊美觀,産品(pin)外觀gaodang。吸卡包(bao)裝是指用吸(xī)塑油将紙卡(ka)表面的吸塑(sù)熱封,這是超(chao)市電池包裝(zhuang)中常用的方(fāng)法。其特點是(shi)需要吸塑密(mi)封設備将産(chan)品密封在紙(zhi)卡和泡殼之(zhī)間。 爲什麽吸(xī)塑包裝厚度(du)不均勻厚度(du)不均勻常見(jiàn)的原因有三(sān)種:貨架、闆材(cai)、溫度等。 1.如果(guǒ)吸塑包裝盒(hé)的貨架位置(zhì)調整不吸塑(sù)包裝當,如果(guo)放錯位置或(huò)放置不合理(li),厚度會不均(jun)勻,所以對師(shi)傅來說,調整(zhěng)吸塑包裝的(de)貨架位置非(fēi)常重要。解決(jué)辦法是根據(jù)實際情況調(diào)整貨架位置(zhi)。 2.不合适的闆(pǎn)材厚度也會(hui)影響吸塑成(chéng)品包裝的厚(hòu)度,如果吸塑(sù)成品包裝的(de)厚度因闆材(cai)質量原因不(bú)均勻,需要與(yu)供應商協商(shang)增加闆材厚(hòu)度。 3.後期溫度(dù)的調整也有(yǒu)關系。不同的(de)模具和材料(liào)會導緻不同(tong)的溫度,這需(xū)要有經驗的(de)師傅來調節(jie)溫度,使之适(shì)合闆材和模(mo)具。

您好,歡(huān)迎莅臨方立(lì)包裝,歡迎咨(zī)詢...




